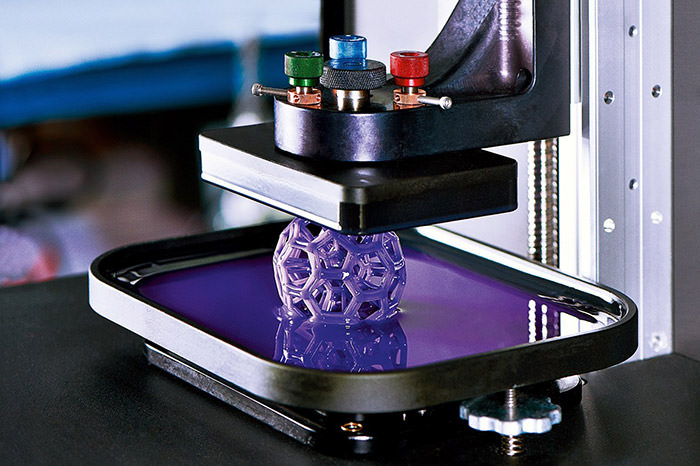
مهندسین MIT به توسعهی یک پرینتر سه بعدی رومیزی پرداختهاند که ده برابر سریعتر از همتایان تجاری خود است. درحالیکه اغلب پرینترها تنها قادر به تولید آجرهایی در اندازهی لِگو در یک ساعت هستند، طرح جدید میتواند تنها در چند دقیقه آجرهایی با همان اندازه پرینت کند.
کلید عملکرد سریع این پرینتر در هد پرینت فشرده نهفته است که از دو قطعهی جدید افزایش سرعت استفاده میکند: یک مکانیزم پیچی که موارد پلیمری را از طریق یک دهانه با سرعت بالا میگیرد و یک لیرز تعبیهشده در هد پرینت که بهسرعت مواد را گرم و ذوب میکند و جریان سریعتری در دهانه به وجود میآورد.

یک مجموعه از اشیاء و نمونههای تست از جمله یک صندلی کوچک، مدل سادهشدهی ساختمانی در MIT، فریم عینک، یک فنجان مارپیچی و یک دندهی مارپیچ
این تیم طرح جدید خود را با پرینت اشیاء سه بعدی دستی و دقیق از جمله فریمهای کوچک عینک، یک دندهی اریب و یک نسخهی کوچک از کلاهک MIT نشان داده است، مدت زمان پرینت هر کدام از آغاز تا پایان تنها چند دقیقه است. آناستاسیوس جان هارت، استادیار مهندسی مکانیک در دانشگاه MIT، میگوید پرینتر جدید پتانسیل پرینت سه بعدی را برای تبدیل شدن به یک روش تولید پایدارتر نشان میدهد.
اگر بتوانم بهجای یک ساعت، در ده دقیقه یک قطعهی اولیه مثل یک قلاب یا دنده یا یک قطعهی بزرگتر را مثلا هنگام استراحت ناهار بسازم، میتوانم روند مهندسی، ساخت و تست را هم سریعتر کنم. اگر یک تعمیرکار پرینتر سهبعدی داشته باشد، میتواند یک قطعهی تعمیری را بعد از تشخیص خرابی، بهصورت سهبعدی پرینت کند و لازم نیست برای پیدا کردن آن قطعه به انبار برود. من بهدنبال کاربردهای دیگر در فوریتهای پزشکی و انواع نیازها در بخشهای دور افتاده هستم. پرینت سهبعدی سریع، روشهای جدید و باارزشی برای کار و فرصتهای جدید در بازار فراهم میکند.
هارت و جامیسون (پژوهشگر سابق در آزمایشگاه هارت) نتایج خود را در مجلهی تولید افزوده (Additive Manufacturing) منتشر کردهاند.
جریان کند
در مقالهی قبل، هارت و گو به شناسایی دلایل اصلی پرداختند که سرعت پرینترهای سهبعدی رایج دسکتاپ را محدود میکند. خروجی این پرینترها، پلاستیکی لایهلایه است که از طریق یک فرآیند صنعتی موسوم به تولید رشتهی جوشخورده تولید میشود. هارت میگوید:
هر سال، صدها هزار پرینتر رومیزی که از این فرآیند استفاده میکنند در سراسر جهان به فروش میرسند. یکی از محدودیتهای کلیدی برای دوام پرینتر سه بعدی، سرعت پرینت آن است.
هارت و گو قبلا مشخص کردند که پرینترهای سهبعدی رومیزی با نسبت ۲۰ سانتیمتر مکعب یا چند آجر لگو در ساعت، پرینت میکنند که از نظر آنها بسیار کُند است.
تیم به شناسایی سه معیار محدودکنندهی سرعت پرینتر پرداختند: یک پرینتر با چه سرعتی میتواند هد پرینت خود را جابهجا کند؛ یک هد پرینت تا چه اندازه میتواند به یک ماده نیرو وارد کند و آن را به سمت دهانه ببرد؛ با چه سرعتی میتواند ماده را ذوب کند و آن را به شکل روان دربیاورد.
هارت میگوید: «توجه به عوامل محدودکنندهی این سه متغیر، از ما خواسته شد پرینتری طراحی کنیم که هر سه را در یک سیستم ارتقاء دهد؛ و حالا موفق به ساخت آن شدهایم.»
به دست گرفتن کنترل
در اغلب پرینترهای سه بعدی، پلاستیک از طریق یک دهانه و یک مکانیزم «چرخ – گیره» وارد دهانه میشود که در آن دو چرخ در هد پرینت میچرخند و پلاستیک یا فیلامان را به جلو میرانند. این پرینت در سرعتهای پائین هم عملکرد خوبی دارد؛ اما اگر برای افزایش سرعت، نیروی بیشتری وارد شود، چرخها در یک نقطهی مشخص کنترل خود روی ماده را از دست میدهند. به گفتهی هارت این یک نقص مکانیکی است که سرعت هد پرینت را در راندن مواد محدود میکند.
هارت و گو تصمیم گرفتند طرح چرخ گیرهای خود را کنار بگذارند و آن را با یک مکانیزم پیچشی جایگزین کنند که در هد پرینت میچرخد. تیم یک فیلامان پلاستیکی بافتدار را روی پیچ قرار میدهد و با چرخش پیچ، سطح فیلامان بافتدار رنده میشود و با سرعت و نیروی بیشتر وارد دهانه میشود. هارت میگوید:
با استفاده از مکانیزم پیچشی، سطح تماس بیشتری با بافت رشتهای فیلامان داریم. بنابراین میتوانیم به ده برابر نیروی محرکه برسیم.
تیم یک جریان لیزری به مکانیزم پیچشی اضافه کرد که فیلامان را قبل از ورود به دهانه حرارت میدهد و ذوب میکند. به این ترتیب پلاستیک در مقایسه با پرینترهای سهبعدی متداول، دقیقتر و سریعتر ذوب میشود؛ زیرا جریان گرما به دیوارههای دهانه منتقل میشود و پلاستیک را ذوب میکند.
هارت و گو به این نتیجه رسیدند که با تطبیق توان لیزری و خاموش و روشن کردن سریع آن، میتوانند میزان گرما منتقلشده به پلاستیک را کنترل کنند. آنها لیزر و مکانیزم پیچشی را در یک هد پرینت سفارشی و فشرده با اندازهی تقریبی یک ماوس کامپیوتر، تعبیه کردند.
یک نمای سهبعدی
پژوهشگرها با پرینتر جدید خود، قطعات پیچیدهای پرینت کردند که هر کدام در مقایسه با پرینترهای معمولی در مدت پنج تا ده دقیقه پرینت شد. با این حال، با یک خطای کوچک در طرح سریع خود روبهرو شدند. پلاستیک بهدستآمده با نیرو و دمای بالایی وارد دهانه میشود؛ بهطوری که وقتی پرینتر در حال ساختن لایهی دوم است، لایهی اول هنوز کاملا سفت نشده است. بهگفتهی هارت:
به این نتیجه رسیدیم وقتی یک لایه را تمام میکنیم و به لایهی بعدی میرویم، لایهی بعدی هنوز حرارت خود را از دست نداده است. بنابراین باید بلافاصله پس از پرینت لایهی اول، آن را سرد کنیم تا شکل قطعه حفظ شود.
پژوهشگرها در حال بررسی این چالش طراحی و ریاضیاتی هستند که به واسطهی آن میتوان مسیر هد پرینت را بهینهسازی کرد. همینطور مواد جدید ورودی به پرینتر را آزمایش میکنند. هارت میگوید:
ما علاقهمندیم این روش را برای مواد پیشرفتهتر مثل پلیمرهای سخت، مواد کامپوزیت و ... هم اعمال کنیم. روی یک پرینت سهبعدی در مقیاس بزرگ هم کار میکنیم که نهتنها شامل اشیائی در مقیاس رومیزی بلکه شامل سازههای بزرگتر برای ساخت ابزار یا حتی اثاث و لوازم منزل است. قابلیت پرینت سریع دری به سمت فرصتهای هیجانانگیز دیگر باز میکند.
.: Weblog Themes By Pichak :.
